
سوراخ کاری و دریل CNC
امروزه تولیدکنندگان قطعات صنعتی، سازندگان قالب های تزریق پلاستیک، فعالان حوزه تجهیزات پزشکی و بسیاری از صنایع پیشرفته برای دستیابی به کیفیت بالا از خدمات سوراخکاری و دریل CNC استفاده می کنند. این فناوری علاوه بر افزایش دقت تولید، باعث کاهش ضایعات، افزایش سرعت ساخت و بهبود کیفیت نهایی قطعات می شود. در این مقاله به بررسی کامل فرآیند سوراخ کاری و دریل CNC، مزایا، انواع روش ها، کاربردها و نکات مهم انتخاب خدمات حرفه ای خواهیم پرداخت.
سوراخ کاری و دریل CNC چیست؟
سوراخکاری یکی از اصلی ترین عملیات های ماشینکاری است که برای ایجاد حفره های دقیق روی قطعات مختلف انجام می شود. در روش های سنتی، اپراتور وظیفه تعیین موقعیت سوراخ، کنترل سرعت و هدایت ابزار را بر عهده دارد. این موضوع احتمال خطای انسانی را افزایش می دهد و کیفیت نهایی را تحت تأثیر قرار می دهد.
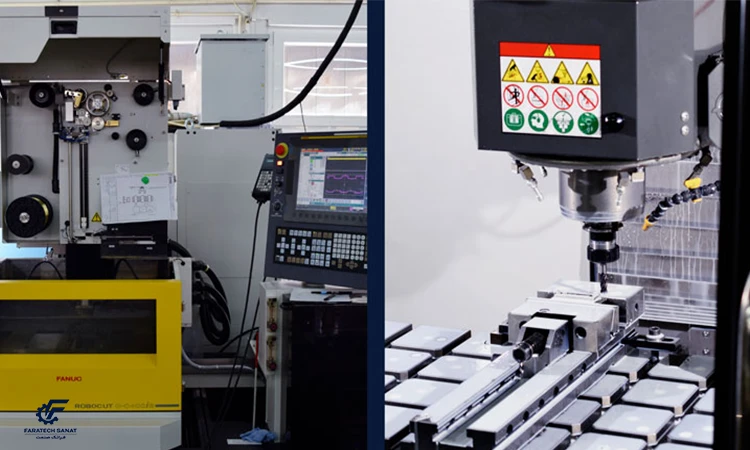
در مقابل، سوراخ کاری و دریل CNC با استفاده از برنامه های کامپیوتری انجام می شود. در این روش ابتدا مدل قطعه در نرم افزارهای طراحی مهندسی تهیه می شود و سپس اطلاعات مربوط به موقعیت سوراخ ها، عمق، قطر و سرعت برش به دستگاه منتقل می شود. دستگاه CNC براساس این اطلاعات عملیات سوراخکاری را با دقتی در حد صدم یا حتی هزارم میلی متر اجرا می کند.
این فرآیند امکان تولید تعداد زیادی قطعه کاملاً مشابه را فراهم می کند. به همین دلیل صنایع مختلف برای تولید انبوه و همچنین ساخت قطعات حساس به سراغ ماشین های CNC می روند. دقت بالا، تکرارپذیری مناسب و کاهش خطا از مهم ترین ویژگی های این روش محسوب می شوند.
علاوه بر این، دستگاه های مدرن CNC قابلیت انجام عملیات ترکیبی مانند سوراخکاری، قلاویززنی، برقوکاری و خزینه کاری را نیز دارند. این قابلیت باعث می شود فرآیند تولید با سرعت بیشتری انجام شود و نیاز به جابه جایی قطعه بین دستگاه های مختلف کاهش یابد.
در بسیاری از پروژه های ساخت قالب صنعتی، قطعات خودرو و تجهیزات پزشکی، دستیابی به تلرانس های دقیق تنها با استفاده از فناوری CNC امکان پذیر است. به همین دلیل این روش به یکی از مهم ترین خدمات ماشینکاری در صنایع مدرن تبدیل شده است. پیشرفت فناوری ماشین های CNC باعث شده است روش های مختلفی برای ایجاد سوراخ های صنعتی توسعه پیدا کند. هر یک از این روش ها کاربردها و مزایای خاص خود را دارند.

انواع روش های سوراخکاری در دستگاه CNC
انتخاب روش مناسب سوراخکاری به جنس قطعه، نوع کاربرد، عمق سوراخ و دقت مورد نیاز بستگی دارد. ماشین های CNC قابلیت اجرای طیف گسترده ای از عملیات سوراخکاری را در اختیار صنایع قرار می دهند.
سوراخکاری ساده
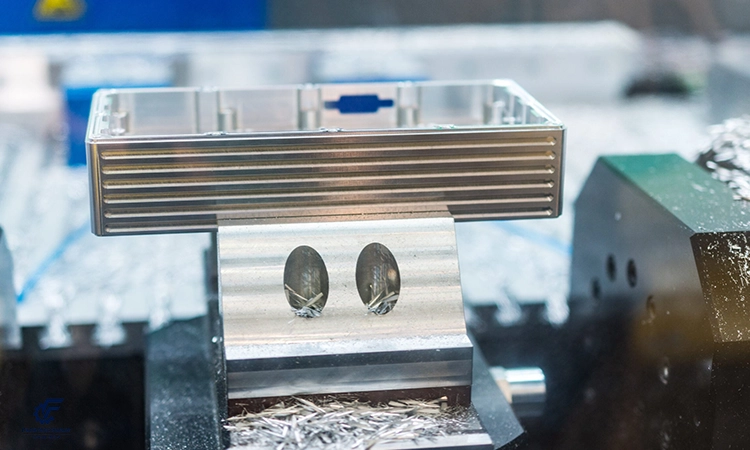
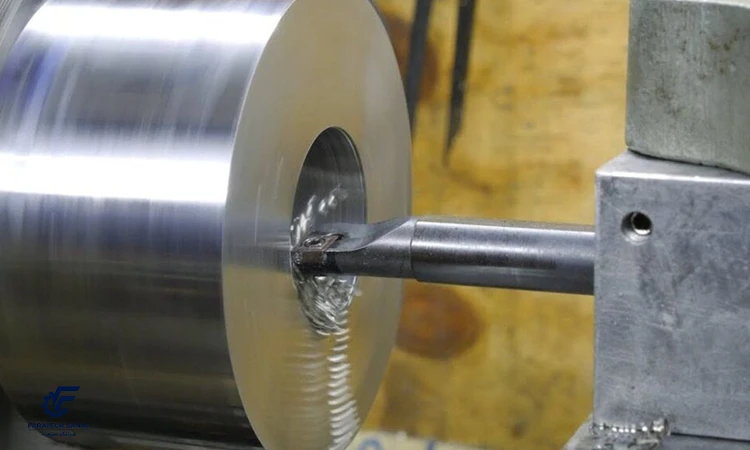
این روش رایج ترین نوع سوراخکاری محسوب می شود. در این فرآیند، ابزار دریل با سرعت مشخص وارد قطعه شده و سوراخ موردنظر را ایجاد می کند. این روش برای تولید سوراخ های استاندارد با قطرهای مختلف کاربرد گسترده ای دارد.
در صنایع قالب سازی، ساخت تجهیزات صنعتی و قطعات فلزی، سوراخکاری ساده بخش مهمی از فرآیند تولید را تشکیل می دهد. دقت بالای دستگاه CNC باعث می شود محل سوراخ ها دقیقاً مطابق نقشه مهندسی اجرا شود.
سوراخکاری عمیق
در برخی قطعات صنعتی نیاز به ایجاد سوراخ هایی با عمق بسیار زیاد وجود دارد. در این شرایط از روش سوراخکاری عمیق استفاده می شود. این فرآیند نیازمند کنترل دقیق سرعت، خنک کاری مناسب و تخلیه مداوم براده ها است.
صنایع نفت و گاز، تجهیزات هیدرولیک و ساخت قالب های خاص از مهم ترین مصرف کنندگان این روش هستند. دستگاه های CNC پیشرفته امکان اجرای این عملیات را با دقت بالا فراهم می کنند.
برقوکاری و خزینه کاری
گاهی پس از ایجاد سوراخ اولیه، نیاز به اصلاح ابعاد یا ایجاد فضای مناسب برای نصب پیچ وجود دارد. برقوکاری برای افزایش دقت قطر سوراخ و خزینه کاری برای ایجاد محل قرارگیری پیچ استفاده می شود. این عملیات مکمل، کیفیت نهایی قطعه را افزایش می دهند و در ساخت قطعات دقیق صنعتی اهمیت ویژه ای دارند. در کنار شناخت روش های مختلف سوراخکاری، بررسی مزایای این فناوری نشان می دهد چرا بسیاری از صنایع به سمت استفاده از دستگاه های CNC حرکت کرده اند.
مزایای سوراخکاری و دریل CNC در صنایع مختلف
تولیدکنندگان امروزی برای رقابت در بازار نیازمند دقت بالا، سرعت تولید مناسب و کیفیت پایدار هستند. فناوری CNC توانسته است تمامی این نیازها را به صورت همزمان پوشش دهد.
یکی از مهم ترین مزایای سوراخ کاری و دریل CNC افزایش دقت ماشینکاری است. دستگاه های CNC براساس برنامه های دیجیتال کار می کنند و خطای انسانی را به حداقل می رسانند. این موضوع در تولید قطعات حساس اهمیت بسیار زیادی دارد.
مزیت دیگر، تکرارپذیری بالا است. زمانی که یک برنامه در دستگاه ثبت می شود، می توان هزاران قطعه مشابه را با کیفیت یکسان تولید کرد. این ویژگی برای تولید انبوه بسیار ارزشمند است.
سرعت تولید نیز یکی دیگر از نقاط قوت این فناوری محسوب می شود. دستگاه های CNC قادر هستند عملیات سوراخکاری را در مدت زمان کوتاهی انجام دهند و بهره وری خطوط تولید را افزایش دهند.
کاهش ضایعات مواد اولیه نیز از دیگر مزایای مهم این روش است. دقت بالای دستگاه موجب می شود قطعات معیوب به حداقل برسند و هزینه های تولید کاهش پیدا کند. جدول زیر مقایسه ای میان سوراخکاری سنتی و CNC ارائه می دهد:
| ویژگی | سوراخکاری سنتی | سوراخکاری CNC |
|---|---|---|
| دقت | متوسط | بسیار بالا |
| سرعت تولید | محدود | بالا |
| خطای انسانی | زیاد | بسیار کم |
| تولید انبوه | دشوار | بسیار مناسب |
| تکرارپذیری | محدود | عالی |
تمامی این مزایا موجب شده اند که صنایع پیشرفته برای ساخت قطعات حساس از خدمات حرفه ای CNC استفاده کنند. با وجود این مزایا، کیفیت نهایی پروژه به عوامل مختلفی بستگی دارد که در ادامه بررسی خواهیم کرد.
عوامل مؤثر بر کیفیت سوراخکاری CNC
کیفیت نهایی سوراخکاری تنها به دستگاه وابسته نیست. عوامل مختلفی در دستیابی به دقت بالا و کیفیت مطلوب نقش دارند و باید به صورت همزمان مورد توجه قرار گیرند.
انتخاب ابزار مناسب
ابزار برشی مهم ترین نقش را در کیفیت سوراخکاری ایفا می کند. جنس ابزار باید متناسب با جنس قطعه انتخاب شود. برای مثال در ماشینکاری فولادهای سخت از دریل های کاربیدی استفاده می شود، در حالی که برای آلومینیوم ابزارهای متفاوتی کاربرد دارند. استفاده از ابزار نامناسب باعث افزایش سایش، کاهش دقت و ایجاد عیوب سطحی خواهد شد.
تنظیم سرعت و پیشروی
سرعت اسپیندل و نرخ پیشروی تأثیر مستقیمی بر کیفیت عملیات دارند. تنظیمات اشتباه می تواند باعث شکست ابزار یا ایجاد سوختگی در سطح قطعه شود. اپراتورهای حرفه ای با توجه به جنس قطعه و مشخصات ابزار، پارامترهای بهینه را تعیین می کنند تا بهترین نتیجه حاصل شود.
سیستم خنک کاری
در حین سوراخکاری حرارت زیادی تولید می شود. استفاده از سیالات خنک کننده مناسب باعث کاهش دما، افزایش عمر ابزار و بهبود کیفیت سطح سوراخ خواهد شد. در پروژه های صنعتی حساس، کنترل دقیق سیستم خنک کاری یکی از عوامل کلیدی موفقیت فرآیند محسوب می شود. پس از بررسی عوامل مؤثر بر کیفیت، لازم است با کاربردهای گسترده این فناوری در صنایع مختلف آشنا شویم.

کاربردهای سوراخکاری و دریل CNC در صنعت
تقریباً هیچ صنعتی را نمی توان یافت که به نوعی از خدمات سوراخکاری CNC استفاده نکند. این فناوری در بسیاری از پروژه های تولیدی و مهندسی حضور دارد.
در صنعت قالب سازی، سوراخکاری دقیق برای ایجاد کانال های خنک کننده، محل نصب قطعات و سیستم های راهگاهی اهمیت بالایی دارد. در ساخت قالب های تزریق پلاستیک و دایکاست، دقت سوراخ ها مستقیماً بر کیفیت محصول نهایی اثر می گذارد.
صنعت خودروسازی نیز یکی از بزرگ ترین مصرف کنندگان خدمات سوراخکاری و دریل CNC محسوب می شود. قطعات موتور، گیربکس، سیستم تعلیق و بدنه خودرو همگی نیازمند سوراخکاری دقیق هستند.
در صنایع پزشکی، تولید تجهیزات جراحی و ایمپلنت ها به دقت بسیار بالایی نیاز دارد. ماشین های CNC امکان تولید این قطعات را با استانداردهای سختگیرانه فراهم می کنند.
صنایع هوافضا، تجهیزات نفت و گاز، ماشین آلات صنعتی، تجهیزات الکترونیکی و صنایع دفاعی نیز از دیگر حوزه هایی هستند که به طور گسترده از این فناوری استفاده می کنند.
سخن پایانی سوراخ کاری و دریل CNC
سوراخکاری و دریل CNC یکی از مهم ترین خدمات ماشینکاری مدرن است که نقش اساسی در تولید قطعات صنعتی، ساخت قالب های دقیق و توسعه صنایع پیشرفته ایفا می کند. دقت بالا، سرعت مناسب، کاهش خطاهای انسانی و امکان تولید انبوه باعث شده است این فناوری به انتخاب اول بسیاری از تولیدکنندگان تبدیل شود. انتخاب مجموعه ای مجهز به دستگاه های پیشرفته CNC و نیروهای متخصص می تواند کیفیت نهایی قطعات را به شکل چشمگیری افزایش دهد و هزینه های تولید را کاهش دهد. به همین دلیل سرمایه گذاری روی خدمات حرفه ای CNC یک تصمیم هوشمندانه برای پروژه های صنعتی محسوب می شود.
سوالات متداول سوراخ کاری و دریل CNC
- سوراخکاری CNC چه تفاوتی با سوراخکاری معمولی دارد؟
در سوراخکاری CNC تمامی حرکات دستگاه توسط برنامه کامپیوتری کنترل می شود. این موضوع دقت، سرعت و تکرارپذیری را نسبت به روش های سنتی به شکل قابل توجهی افزایش می دهد. - آیا امکان سوراخکاری قطعات سخت با دستگاه CNC وجود دارد؟
بله. با انتخاب ابزار مناسب و تنظیم صحیح پارامترهای ماشینکاری می توان انواع فولادهای سخت، آلیاژهای مقاوم و فلزات مهندسی را سوراخکاری کرد. - دقت سوراخکاری CNC چقدر است؟
بسته به نوع دستگاه و شرایط پروژه، دقت سوراخکاری می تواند به چند صدم یا حتی چند هزارم میلی متر برسد که برای بسیاری از صنایع حساس کاملاً مناسب است. - آیا دستگاه CNC می تواند عملیات قلاویززنی را نیز انجام دهد؟
بله. بسیاری از دستگاه های CNC علاوه بر سوراخکاری، قابلیت قلاویززنی، برقوکاری، خزینه کاری و سایر عملیات تکمیلی را نیز دارند.